
Производ


SUS304/ Концентричен редуктор за облога од тефлон
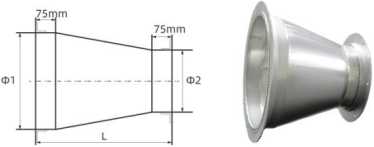

| Член бр. | Дијаметар (мм) | Дијаметар (мм) | Должина (мм) | Дебелина (мм) |
| RE-0100 | 100 |
|
| 0,8 (или барање на клиентот) |
| RE-0150 | 150 |
|
| 0,8 (или барање на клиентот) |
| RE-0200 | 200 |
|
| 0,8 (или барање на клиентот) |
| RE-0250 | 250 |
|
| 0,8 (или барање на клиентот) |
| RE-0300 | 300 |
|
| 0,8 (или барање на клиентот) |
| RE-0350 | 350 |
|
| 0,8 (или барање на клиентот) |
| RE-0400 | 400 |
|
| 1.0 (или барање на клиентот) |
| RE-0450 | 450 |
|
| 1.0 (или барање на клиентот) |
| RE-0500 | 500 |
|
| 1.0 (или барање на клиентот) |
| RE-0550 | 550 |
|
| 1.0 (или барање на клиентот) |
| RE-0600 | 600 |
|
| 1.0 (или барање на клиентот) |
| RE-0650 | 650 |
|
| 1.0 (или барање на клиентот) |
| RE-0700 | 700 |
|
| 1.2 (или барање на клиентот) |
| RE-0750 | 750 |
|
| 1.2 (или барање на клиентот) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (или барање на клиентот) |
| RE-0850 | 850 | <01 | or | 1.2 (или барање на клиентот) |
| RE-0900 | 900 | Помал од ① 1 | Прилагодено според потребите на клиентите | 1.2 (или барање на клиентот) |
| RE-0950 | 950 |
| Барање на клиентот | 1.2 (или барање на клиентот) |
| RE-1000 | 1000 |
|
| 1.5 (или барање на клиентот) |
| RE-1100 | 1100 |
|
| 1.5 (или барање на клиентот) |
| RE-1200 | 1200 |
|
| 1.5 (или барање на клиентот) |
| RE-1300 | 1300 |
|
| 1.5 (или барање на клиентот) |
| RE-1400 | 1400 |
|
| 1.5 (или барање на клиентот) |
| RE-1500 | 1500 |
|
| 1.5 (или барање на клиентот) |
| RE-1600 | 1600 година |
|
| 1.5 (или барање на клиентот) |
| RE-1700 | 1700 година |
|
| 2.0 (или барање на клиентот) |
| RE-1800 | 1800 година |
|
| 2.0 (или барање на клиентот) |
| RE-1900 | 1900 година |
|
| 2.0 (или барање на клиентот) |
| RE-2000 | 2000 година |
|
| 2.0 (или барање на клиентот) |
| RE-2500 | 2500 |
|
| 2.5 (или барање на клиентот) |
| RE-3000 | 3000 |
|
| 2.5 (или барање на клиентот) |
| RE-3600 | 3600 |
|
| 2.5 (или барање на клиентот) |
Забелешка:
Дијаметар на канал над 2000 mm е достапен на барање.
Дебелината на каналот е изградена на SMACNA "стандарди за изградба на тркалезни индустриски канали** класи 1 и 5 при притисок -2500Pa (-10 инчи. wg).
1. Делот од воздушниот канал што треба да се обои (вклучувајќи ја и површината на прирабницата во цевката) мора да се пескара, грубоста на пескарењето мора да одговара на грубоста од 3,0 G/S76, 40 μm или повеќе, а преостанатите честички од песок и метална прашина надвор цевката мора да се отстрани по пескарењето.Потврдете дали површината на обработуваното парче на каналот е чиста и дали работното парче е покриено со алуминиумска фолија.
2. Повлечете ги фитинзите на цевките во просторијата за обложување, започнете со бојадисување, прскајте со електростатска машина за премачкување со прав и продолжена цевка со пиштол за прскање, прилагодете го времето на синтерување умерено според карактеристиките на суровините за 15-20 минути, а опсегот на температурата на синтерување е 285°~300°C.
3,100% вкупен преглед на квалитетот (откривање на дебелина на филмот, детекција на дупчиња), со тестер за дебелина на филмот за откривање на дебелината на филмот на облогата.Дебелината на филмот е 260±30 μm.Детектор за иглички се користи за да открие дали облогата има дупки.Прилагодете го стандардниот напон за откривање на 2,5 KV, доколку има игли што треба да се поправат или преработат.Дебелината на филмот и резултатите од тестот за игличка по проверка на квалитетот треба да се запишат во „Формулар за проверка на квалитетот на каналот за обложување“.
4. Дијаметар на канал над 2000мм е достапен на барање.Дебелината на каналот е изградена на SMACNA.И, исто така, може да се смени по барање на клиентот.









